
本章节介绍OEE看板的界面,以及界面上各个参数的计算方法。
# 界面
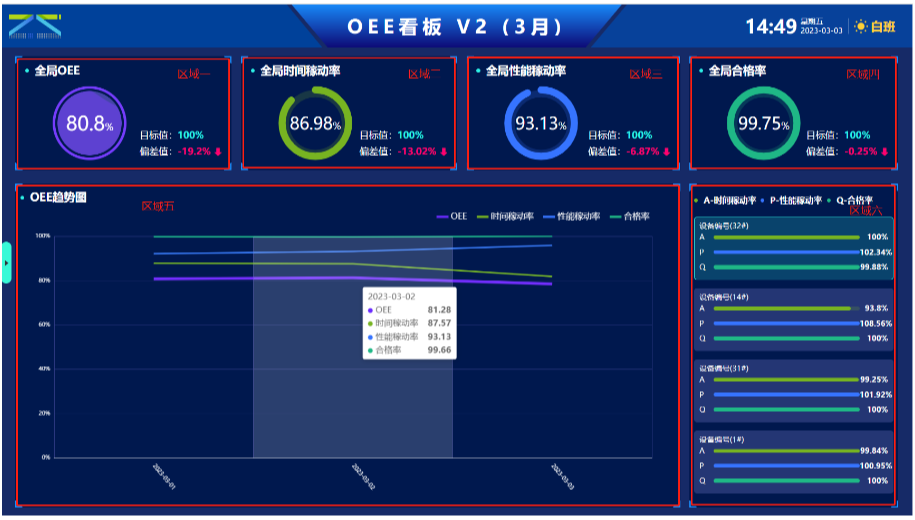
OEE看板展示了本月整个生产场地OEE值的趋势,以及每台设备的OEE值,OEE看板的界面如下。
# 区域说明
OEE看板是对整个生产场地本月数据的统计展示,各参数的统计时间:本月1日至当前时刻,统计对象:生产场地的所有设备。
| 区域 | 展示内容 | 补充说明 |
|---|---|---|
| 区域一 | 展示本月生产场地整体的OEE值,包括:实际值、目标值、以及实际值与目标值的偏差。 | 公式:全局OEE=全局时间稼动率 * 全局性能稼动率 * 全局合格率。 |
| 区域二 | 展示本月生产场地整体的时间稼动率值,包括:实际值、目标值、以及实际值与目标值的偏差。 | 公式:全局时间稼动率=生产时间/(开机时长-计划停机时间)。 |
| 区域三 | 展示本月生产场地整体的性能稼动率值,包括:实际值、目标值、以及实际值与目标值的偏差。 | 公式:全局性能稼动率=(生产数量/ 实际使用模穴数 * 模具标准周期) /生产时间。 |
| 区域四 | 展示本月生产场地所生产产品的合格率,包括:实际值、目标值、以及实际值与目标值的偏差。 | 公式:全局合格率=合格数量/生产数量。 |
| 区域五 | 展示本月生产场地整体OEE值走势图,以及全局时间稼动率、全局性能稼动率和全局合格率的走势图。 | 展示范围:从本月1日至今。 |
| 区域六 | 展示本月每台设备的时间稼动率、性能稼动率和合格率。 | - |
如果时间稼动率偏低,可能原因:计划外停机时间过长。
如果性能稼动率偏低,可能原因:1、没有及时在软件上点击工单的“开始”按钮;2、模具标准周期比实际周期偏小。
如果性能稼动率偏低,可能原因:报废数量太多。
