
该功能主要用于开启/关闭某些功能,例如:报工审核、自动切换工单、尺寸检验项是否录入多个值等功能,您可以根据实际需要,选择开启或关闭这些功能,本章节介绍开启/关闭这些功能的操作方法。
# 前提条件
登录电脑端,在左侧导航树上,选择“基础数据 > 系统设置”,打开“系统设置”界面。
# 中断工单置底
在“工单调整”功能进行一键排序 (opens new window)后,中断状态的工单会自动排到最后。
参数设置:
是:不做上模校验不能开始生产
否:不做上模校验可以开始生产
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 报工延迟时间
设置该参数后,在APP侧进行生产报工时,“生产时间”的默认值会按照此处设置的延迟时间,延迟更新。系统支持按照班次维度设置报工延迟时间。


设置为“0”时,报工延迟时间为0。到达班次时间后,生产提报界面的“班次时间”和“班次”默认值会自动更新为最新班次时间。
设置为非0值时,到达班次时间后,生产提报界面的“班次时间”和“班次”默认值暂不自动更新,待达到配置的延迟时间后,再更新为最新班次时间,该值不能大于8小时。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 自动切单
开通该功能后,当前一工单的合格品生产进度达到设置门限时,系统会自动结束上一工单,并自动开始下一工单,减少下一工单的转产、调机、首检等操作。
若该功能生效,工单须满足以下几点:
1、工单排在相同模具和相同设备上;
2、工单生产相同的产品;
3、两个工单相邻排列,中间不能插入其他工单。
【注】“自动切单”与“工单自动完成”功能,不能同时使用。
参数设置:
设置为0:关闭该功能
设置为0之外的其他值:当前一工单的合格品进度达到该值后,触发自动切单。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 工单自动完成
工单的合格品生产进度达到设置门限后,系统自动结束工单。
【注】“自动切单”与“工单自动完成”功能,不能同时使用。
参数设置:
设置为0:关闭该功能
设置为0之外的其他值:工单的合格品进度达到该值后,系统自动结束工单。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 上模校验强管控
设置该参数后,在APP侧必须对模具铭牌进行扫码,验证通过后,方可开始生产,从而避免生产过程中上错模具的情况出现。
参数设置:
是:开启该功能
否:关闭该功能
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 刷卡人数限制
系统默认支持多人在同一台一体机上刷卡,若现场因方便成本管控等实际需求,需限制单台设备仅允许单人刷卡,可通过本功能切换设置。
参数设置:
单人:同一台一体机上只支持一个人刷卡。
多人:同一台一体机上支持多个人刷卡。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 设置设备点检周期
从工厂白班开始时间为计时起点,经过设置的时间周期后,系统会把所有设备置为未点检状态,便于进行下一轮的设备点检。
参数设置(单位:小时):
该值可以设置为1-24之间的任意整数。例如该值取值为12,班次开始时间是8:00,那么,20:00时系统会把设备置为未点检状态。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 设置"设备点检项目默认合格"
完成设置后,车间进行设置点检,系统默认将所有设备点检项目置为合格,避免用户对每个点检项都进行设置,提高点检效率。
参数设置:
是:MES系统默认将设备点检项目的点检结果置为正常状态。
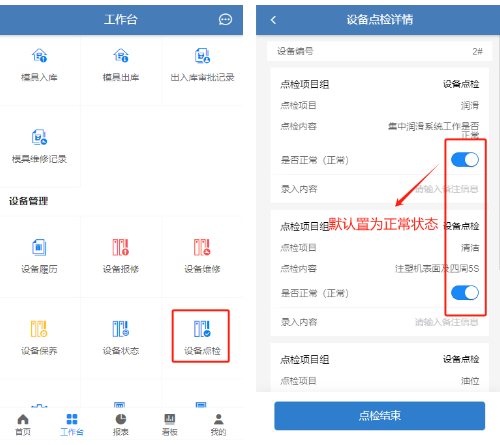
否:MES系统默认将设备点检项目的点检结果置为故障状态。

完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 设备维修审核
设备维修人员完成设备维修后,如需由审核专员对维修结果进行审核确认,确认故障是否彻底修复、设备运行是否正常等,请在此启用设备维修审核功能。
参数设置:
启用:设备维修人员完成设备维修作业后,填写并提交设备维修单,提交后,维修单需要审核专员进行审核,审核通过后,系统才会自动关闭模具维修单,完成闭环。
关闭:设备维修人员完成设备维修作业后,填写并提交设备维修单,系统自动关闭设备维修单,完成设备维修流程。
# 设置模具点检周期
从工厂白班开始时间为计时起点,经过设置的时间周期后,系统会把所有模具置为未点检状态,便于进行下一轮的模具点检。
参数设置(单位:小时):
该值可以设置为1-24之间的任意整数。例如该值取值为12,班次开始时间是8:00,那么,20:00时系统会把模具置为未点检状态。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 设置"模具点检项目默认合格"
完成设置后,车间进行模具点检,系统默认将所有模具点检项目置为合格,避免用户对每个点检项都进行设置,提高点检效率。
参数设置:
是:MES系统默认将模具点检项目的点检结果置为正常状态。

否:MES系统默认将模具点检项目的点检结果置为故障状态。

# 模具维修审核
模具部门完成模具维修后,如需由审核专员对维修结果进行审核确认,确认故障是否彻底修复、模具运行是否正常等,请在此启用模具维修审核功能。
参数设置:
启用:模具部门完成模具维修作业后,填写并提交模具维修单,提交后,维修单需要审核专员进行审核,审核通过后,系统才会自动关闭模具维修单,完成闭环。
关闭:模具部门完成模具维修作业后,填写并提交模具维修单,系统自动关闭模具维修单,完成模具维修流程。
# 设置报废延迟时间
班次时间结束时,报废界面上,提报时间的默认值不会立即更新为下一班次的时间,而是延迟一段时间后再更新。比如:班次结束时,客户可能无法及时完成当前班次的提报,而提报的默认时间已经更新为下一班次,用户每次提报都需要重新选择时间,设置该参数后,系统会推迟更新的时间,用户确保在该延迟时间内完成本班次的提报即可。


报废延迟时间设置为“0”时,到达下一班次时间后,报废界面的“班次时间”和“班次”默认值会自动更新为最新班次时间。
报废延迟时间设置为非0值时,到达下一班次时间后,报废界面的“班次时间”和“班次”默认值暂不自动更新,待延长至配置的时间后,再更新为最新班次时间,该值不能大于8小时。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 尺寸检验项是否录入多个值
录入尺寸检验结果时,是否支持录入所有检验产品的尺寸检验值。
参数设置:
是:开通该功能。
否:关闭该功能,此时,只支持录入这批检验产品的最大尺寸值和最小尺寸值。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 自动关闭未开始的巡检单
按照巡检周期生成巡检单时,是否需要关闭上一周期生成的,且未开始检验的巡检单。
参数设置:
是:开通该功能。
否:不会自动关闭上一周期生成,且未开始检验的巡检单,同时生成新周期的巡检检验单。
完成参数设置后,点击左上角的“保存”按钮,设置生效。
# 尺寸检验是否必填
首检、巡检、末检中有尺寸检验项中,这些尺寸检验项是否必须录入检验结果才能完成该检验单,通过这个参数可以进行控制。
参数设置:
是:开通该功能,开通后,首检、巡检、末检中的尺寸检验项必须录入检验结果,才能完成检验单。
否:首检、巡检、末检中的尺寸检验项不录入检验结果,不影响用户完成检验单。
# 自动关联工艺标准
工单下发后,系统根据工艺主键自动匹配的工艺标准文件,作为工艺监控的标准。如果生产过程中更换机台或者模具,系统会自动重新匹配工艺标准文件。
如果根据工艺主键找不到匹配的工艺标准文件,则用户可以手工指定。
如果根据工艺主键找到多个匹配的工艺标准文件,则系统随机选择一个。
参数设置:
是:开通该功能,开通后,系统会根据工艺主键自动匹配工艺标准文件,作为工艺监控的标准。建议关注工艺告警的用户开启该功能。
否:关闭该功能,系统不会根据工艺主键自动匹配工艺标准文件,作为工艺监控的标准。需要用户手工指定。
# UPH达成率和UPPH达成率
设置UPH达成率(设备/产线每小时产出达成率)和 UPPH达成率(每人每小时产出达成率)的目标值。
UPH达成率:录入UPH达成率目标值。
UPPH达成率:录入UPPH达成率目标值。
# 预览文件是否加水印
为满足客户信息安全保密需求,在 APP 或一体机上查看文件时,系统将自动为文件添加登录账号标识的水印,具体规则如下:
- 水印生成逻辑:水印内容将自动关联当前用户的登录信息,格式固定为 “姓名 + 账号”(如 “张三(ZS12345)”),确保文件查看操作可追溯至具体用户;
- 水印覆盖文件范围:需添加水印的文件类型包括三类,分别为: - SOP 文件 - SIP 文件 - 标准工艺文件
- 参数设置: - 是:预览文件自动添加水印。 - 否:预览文件不会自动添加水印。
